The
Automatic Filter Analysis System of JOMESA:
Cleanliness
Analysis, Measurement Process,
Metal-Nonmetal recognition,
Evaluation Samples, Oil
Cleanliness
JOMESA HFD: Cleanliness Analysis Overview |
Advanced
technical products in automotive, battery, aircraft and medical
industries require clean components. |
|||
Blocking of Bearings |
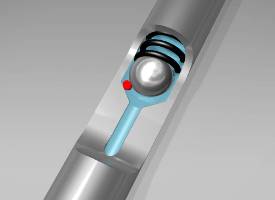
Blocking of valves |
Blocking of nozzles |
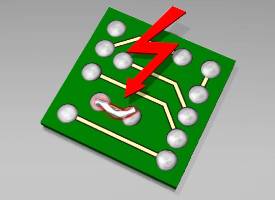
Short circuit |
|
|
|
|
JOMESA
is focussed on technical cleanliness and manufacturer of
analysis equipment
membrane filters
particle traps
particle stamps
Process Step 1: catching the contamination
Extract the particles (the dirt) from the part or component by use of fluid |
Filter the fluid by pouring it through a filtermembrane |
|
|
Remove the filter from the filteration equipment. |
Cleanliness is measured by analyzing filter membranes which
contain the residual dirt. |
|
|
JOMESA mesh filters: Manufactured laser cut filters in cleanroom environment with controlled blank values |
|
Process Step 1: catching the contamination
Battery manufacturing requires a precisely controlled production environment |
Use self adhesive particle traps placed next to the production line |
|
|
JOMESA particle traps: Manufactured in cleanroom environment with controlled blank values |
|
Process Step 1: catching the contamination
Self adhesive particle stamps |
|
|
|
JOMESA particle stamps: Manufactured in cleanroom environment with controlled blank values |
|
Process Step 2: Light optical analysis
Microscopic analysis of
filter membranes,
particle traps and
particle stamps can
answer the questions about sizes, metallic and nonmetallic type
as well as fiber type. |
|
JOMESA HFD: (High Focal Depth) cleanliness analysis systems |
Examples from the
JOMESA showroom:
|
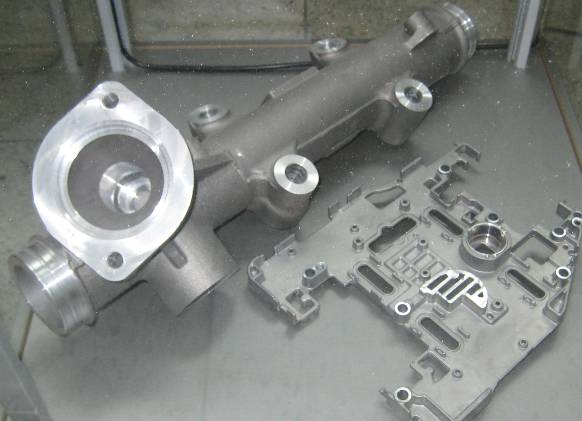
Critical regions of motor blocks: piston areas, oil pressurized
area. Exhaust is correlated with smooth (unscratched) surfaces |
|
Battery cell housing and components
Impurities in components (cells, connectors etc.) Contamination during production process (collected by particle traps) |
|
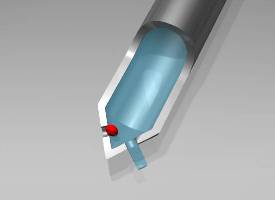
Magnetic rod.
Impurities in battery raw material (probed by magnetic rod techniques) |
|
Bearings (between crankshaft and motor block) must be lead free
in modern cars because of recycling requirements.
Recycle laws demand lead free products (less dirt tolerant) |
|
All parts in the oil wetted or oil pressurized area like
camshafts, cogs, chains..
Cleanliness and system life times are correlated Large residue particles (killer particles) may cause function loss |
|
All springs, screws contribute to the residual dirt sum. |
|
Fuel injection components. High pressurized Diesel rails,
injections valves. These parts are extremely sensitive to
dirt. |
|
Turbocharger:
Noise is correlated with smooth surfaces |
|
ABS/ESB components. Tiny tolerances and high pressures in the
pressure controlling block components lead to stringent dirt
specifications. Historically these components were amoung the first parts in automotive where cleanliness by particle count and size was specified. |
|
Power steering systems work with high pressure and small valve openings. They are all dirt sensitive. |